
相信很多人只知道水龙头的外观. 但他们并不真正了解如何制作水龙头. 那么我们就在这篇文章中总结一下水龙头的生产流程.
我: 水龙头的铸造工艺是怎样的 ?
铸造通常是指用熔融合金材料制造产品的方法. 起初, 将液态合金注入预先准备好的模具中. 液态合金冷却凝固后, 您将获得所需形状的毛坯或零件.

1 金属铸造: 也称为硬模具制造. 是将液态金属浇注到金属铸件中以获得形状的铸造方法. 模具为金属材质,可重复使用.
2 砂型铸造: 这是一种传统的铸造工艺. 它以砂为主要造型材料来制作模具.
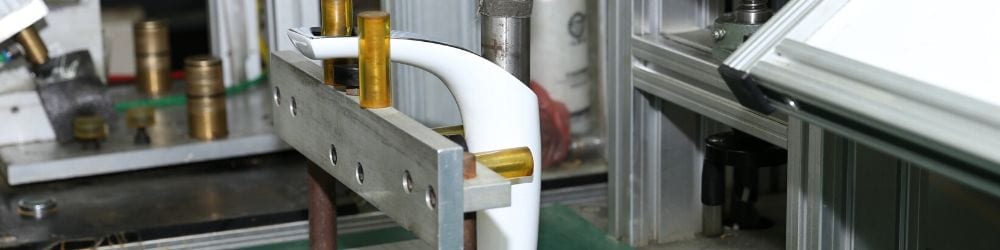
3 重力铸造: 它也被称为金属铸造. 它是指注射熔融金属的过程 (黄铜合金) 在地球重力的作用下进入模具. 该中空模具采用耐热合金钢制成.
4.铸造黄铜:水龙头的原材料是黄铜, 具有良好的铸造性能, 机械性能, 耐腐蚀,黄铜组织细密、致密. 根据GB/T 1176-1987,ZCuZn40P62(ZHPb59-1) 与铜 58% 至63%,是理想的水龙头材料.
5.制芯机: 它是制造型芯的铸造设备。根据实心砂的方法不同,有震芯机,挤芯机、射芯机, ETC.
6.抛丸机: 抛丸机抛射的高速弹丸可对铸件表面进行清理,同时还可将砂子抖落, 取出型芯并清洁铸件.
7.成型机:砂型铸造设备,主要作用是充砂, 如机器将松散的沙子填充到沙箱中,将沙子压实.
机械加工通常是指使用金属切削车床, 铣削, 钻孔, 刨削, 研磨, 镗床等机床对工件进行各种切削加工, 使工件达到理想的尺寸精度和形状位置精度并满足图纸要求.

车床: 这是一种通过旋转工件和移动进给车刀来加工车削表面的机床. 根据用途: 仪表车床, 卧式车床, 数控车床, ETC
铣床: 这是一种主要使用铣刀对工件上的各种表面进行加工的机器. 一般来说, 铣刀的旋转运动是主要运动, 当工件运动时 (和铣刀) 是进给运动.

钻孔机: 这是一种主要用钻头在工件上加工孔的机器. 一般来说, 钻头随主运动一起旋转, 当钻头随着进给运动轴向移动时.

三、: 水龙头抛光工艺
抛光是利用高速旋转的剑麻对丝锥表面进行抛光的过程 (布) 轮子机.
1 砂带抛光磨床: 通过快速移动的皮带对水龙头进行抛光的研磨机,使水龙头形状良好.
2 平面磨床: 采用光滑快速移动皮带使水龙头表面无瑕疵、光亮的研磨机.
3 抛光机: 有麻的机器 (布) 高速旋转轮, 可用于水龙头抛光加工, 使其光滑、明亮, 提高产品的亮度和光洁度.

iv: 电镀
电镀是利用金属电解的优点,在黄铜等生锈金属的表面镀上一层金属的工艺。, 铁…
水龙头电镀工艺: 第一次超声波打蜡, 阴极电沉积油. 电降解油, 激活, 粗加工, 恢复挫折, 中和, 表面调理, 预浸料, 敏化, 加速度, 正电解, 负电解, 洗涤, 中和, 酸性铜, 激活, 打扫, 镀镍, 恢复, 打扫, 镀铬及其他镀铜, 镀铜可以使镀层获得更细小的组织, 这样可以遮盖水龙头表面的小孔和瑕疵. 镀镍增加了龙头表面的耐腐蚀性,并实现了高度抛光. 镀铬通过保持光泽来防止腐蚀,并提高表面硬度以提高耐磨性. 电镀表面处理的好坏通过24小时醋酸盐雾试验来判断 (测试设备为盐雾测试仪) 镀层测厚仪可用于识别各金属镀层的厚度. 一般来说, 涂层厚度达标,盐雾试验通过. 外镀层质量经过质检全面检查并记录.

V: 水龙头组装
组装是将水龙头部件按照一定顺序和技术连接在一起的过程, 形成一套完整、可靠执行功能的水龙头产品. 水龙头通常由几个部分组成, 制造商的组装已进入最后阶段, 产品质量在哪里 (从产品的设计, 从零件制造到产品组装) 最终通过组装来保证和测试. 因此,装配是决定产品质量的关键过程. 制定合理的装配工艺, 采用有效的装配方法,保证装配的精度, 对保证和进一步提高产品质量具有非常重要的意义.
六、. 水龙头出厂检验 (有专门的人)
完成后送往仓库, QC将进行抽样检验, 检查步骤包括: 铸件表面, 螺纹表面, 外观质量, 集会, 标记, 阀芯密封性测试, 水龙头密封性能测试. 严格执行抽样方案及确定原则.
最后, 生产流程总结如下:
砂芯成型→砂芯检测→铸造铜合金熔炼→化学成分分析检测→重力铸造→陶瓷砂自检→抛丸→外观检测→压力检测→机加工→外观检测→压力检测→脱铅处理→抛光→外观检测→外电镀→外观检测 (盐喷雾测试) →组装→安装过程自检→过程检验→试水, 试压→包装→成品检验→入库→出厂检验.