
ਇਹ ਮੰਨਿਆ ਜਾਂਦਾ ਹੈ ਕਿ ਬਹੁਤ ਸਾਰੇ ਲੋਕ ਸਿਰਫ ਨੱਕ ਦੀ ਦਿੱਖ ਨੂੰ ਜਾਣਦੇ ਹਨ. ਪਰ ਉਹ ਅਸਲ ਵਿੱਚ ਇਹ ਨਹੀਂ ਸਮਝਦੇ ਕਿ ਨੱਕ ਕਿਵੇਂ ਬਣਾਇਆ ਜਾਵੇ. ਫਿਰ ਅਸੀਂ ਇਸ ਲੇਖ ਵਿਚ ਨੱਕ ਦੇ ਉਤਪਾਦਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦਾ ਸਾਰ ਦੇਵਾਂਗੇ.
ਆਈ: ਨਲ ਦੀ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਕੀ ਹੈ ?
ਕਾਸਟਿੰਗ ਆਮ ਤੌਰ 'ਤੇ ਪਿਘਲੇ ਹੋਏ ਮਿਸ਼ਰਤ ਪਦਾਰਥਾਂ ਤੋਂ ਉਤਪਾਦ ਬਣਾਉਣ ਦੀ ਵਿਧੀ ਨੂੰ ਦਰਸਾਉਂਦੀ ਹੈ. ਪਹਿਲੀ ਵਾਰ ਵਿੱਚ, ਤਰਲ ਮਿਸ਼ਰਤ ਪੂਰਵ-ਤਿਆਰ ਮੋਲਡ ਵਿੱਚ ਇੰਜੈਕਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ. ਤਰਲ ਮਿਸ਼ਰਤ ਠੰਡਾ ਅਤੇ ਠੋਸ ਕਰਨ ਦੇ ਬਾਅਦ, ਤੁਸੀਂ ਲੋੜੀਂਦੀ ਸ਼ਕਲ ਖਾਲੀ ਜਾਂ ਹਿੱਸਾ ਪ੍ਰਾਪਤ ਕਰੋਗੇ.

1 ਧਾਤੂ ਕਾਸਟਿੰਗ: ਇਸਨੂੰ ਹਾਰਡ ਮੋਲਡ ਮੈਨੂਫੈਕਚਰਿੰਗ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ. ਇਹ ਇੱਕ ਆਕਾਰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਇੱਕ ਧਾਤੂ ਕਾਸਟਿੰਗ ਵਿੱਚ ਤਰਲ ਧਾਤ ਨੂੰ ਡੋਲ੍ਹਣ ਦੀ ਇੱਕ ਕਾਸਟਿੰਗ ਵਿਧੀ ਹੈ. ਉੱਲੀ ਧਾਤ ਦਾ ਬਣਿਆ ਹੁੰਦਾ ਹੈ ਅਤੇ ਵਾਰ-ਵਾਰ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ.
2 ਰੇਤ ਕਾਸਟਿੰਗ: ਇਹ ਇੱਕ ਰਵਾਇਤੀ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਹੈ. ਇਹ ਉੱਲੀ ਬਣਾਉਣ ਲਈ ਮੁੱਖ ਮੋਲਡਿੰਗ ਸਮੱਗਰੀ ਵਜੋਂ ਰੇਤ ਦੀ ਵਰਤੋਂ ਕਰਦਾ ਹੈ.
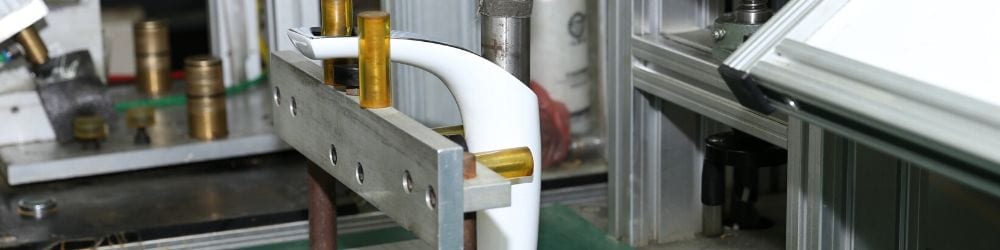
3 ਗੰਭੀਰਤਾ ਕਾਸਟਿੰਗ: ਇਸਨੂੰ ਮੈਟਲ ਕਾਸਟਿੰਗ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ. ਇਹ ਪਿਘਲੀ ਹੋਈ ਧਾਤ ਨੂੰ ਇੰਜੈਕਟ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦਾ ਹਵਾਲਾ ਦਿੰਦਾ ਹੈ (ਪਿੱਤਲ ਮਿਸ਼ਰਤ) ਧਰਤੀ ਦੀ ਗੰਭੀਰਤਾ ਦੇ ਪ੍ਰਭਾਵ ਅਧੀਨ ਉੱਲੀ ਵਿੱਚ. ਇਹ ਖੋਖਲਾ ਉੱਲੀ ਤਾਪ-ਰੋਧਕ ਮਿਸ਼ਰਤ ਸਟੀਲ ਦਾ ਬਣਿਆ ਹੁੰਦਾ ਹੈ.
4.ਕਾਸਟਿੰਗ ਪਿੱਤਲ:ਨਲ ਲਈ ਕੱਚਾ ਮਾਲ ਪਿੱਤਲ ਹੈ, ਚੰਗੀ ਕਾਸਟਿੰਗ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੇ ਨਾਲ, ਮਕੈਨੀਕਲ ਗੁਣ, ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਅਤੇ ਪਿੱਤਲ ਦੀ ਵਧੀਆ ਬਣਤਰ ਅਤੇ ਸੰਖੇਪ ਬਣਤਰ ਹੈ. GB/T 1176-1987, ZCuZn40P62 ਦੇ ਅਨੁਸਾਰ(ZHPb59-1) ਪਿੱਤਲ ਦੇ ਨਾਲ 58% 63% ਤੱਕ, ਆਦਰਸ਼ ਨਲ ਸਮੱਗਰੀ ਹੈ.
5.ਕੋਰ ਬਣਾਉਣ ਵਾਲੀ ਮਸ਼ੀਨ: ਇਹ ਠੋਸ ਰੇਤ ਦੇ ਵੱਖ-ਵੱਖ ਤਰੀਕਿਆਂ ਦੇ ਅਨੁਸਾਰ ਕੋਰਾਂ ਦੇ ਨਿਰਮਾਣ ਲਈ ਸਾਜ਼-ਸਾਮਾਨ ਦੀ ਕਾਸਟਿੰਗ ਕਰ ਰਿਹਾ ਹੈ,ਜਰਿੰਗ ਕੋਰ ਮਸ਼ੀਨ ਹਨ,extruding ਕੋਰ ਮਸ਼ੀਨ ਅਤੇ ਸ਼ੂਟਿੰਗ ਕੋਰ ਮਸ਼ੀਨ, ਆਦਿ.
6.ਸ਼ਾਟ ਬਲਾਸਟਿੰਗ ਮਸ਼ੀਨ: ਕਾਸਟਿੰਗ ਫਿਨਿਸ਼ ਨੂੰ ਤੇਜ਼ ਰਫ਼ਤਾਰ ਪ੍ਰੋਜੈਕਟਾਈਲ ਦੁਆਰਾ ਸਾਫ਼ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ ਜੋ ਸ਼ਾਟ ਬਲਾਸਟ ਮਸ਼ੀਨ ਦੁਆਰਾ ਸੁੱਟਿਆ ਜਾਂਦਾ ਹੈ। ਇਹ ਇੱਕੋ ਸਮੇਂ ਰੇਤ ਨੂੰ ਵੀ ਹਿਲਾ ਸਕਦਾ ਹੈ, ਕੋਰ ਨੂੰ ਹਟਾਓ ਅਤੇ ਕਾਸਟਿੰਗ ਨੂੰ ਸਾਫ਼ ਕਰੋ.
7.ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ:ਰੇਤ ਕਾਸਟਿੰਗ ਲਈ ਉਪਕਰਣ,ਮੁੱਖ ਤੌਰ 'ਤੇ ਕੰਮ ਰੇਤ ਭਰਨਾ ਹੈ, ਜਿਵੇਂ ਕਿ ਮਸ਼ੀਨ ਰੇਤ ਨੂੰ ਸੰਕੁਚਿਤ ਕਰਨ ਲਈ ਸੈਂਡਬੌਕਸ ਵਿੱਚ ਢਿੱਲੀ ਰੇਤ ਭਰਦੀ ਹੈ.
ਮਸ਼ੀਨਿੰਗ ਆਮ ਤੌਰ 'ਤੇ ਮੈਟਲ ਕੱਟਣ ਵਾਲੀ ਖਰਾਦ ਦੀ ਵਰਤੋਂ ਨੂੰ ਦਰਸਾਉਂਦੀ ਹੈ, ਮਿਲਿੰਗ, ਡ੍ਰਿਲਿੰਗ, ਯੋਜਨਾਬੰਦੀ, ਪੀਸਣਾ, ਬੋਰਿੰਗ ਅਤੇ ਹੋਰ ਮਸ਼ੀਨ ਟੂਲ ਵਰਕਪੀਸ 'ਤੇ ਕਈ ਤਰ੍ਹਾਂ ਦੇ ਕੱਟਣ ਦੇ ਕੰਮ ਕਰਨ ਲਈ, ਤਾਂ ਜੋ ਵਰਕਪੀਸ ਲੋੜੀਂਦੀ ਅਯਾਮੀ ਸ਼ੁੱਧਤਾ ਅਤੇ ਆਕਾਰ ਸਥਿਤੀ ਸ਼ੁੱਧਤਾ ਪ੍ਰਾਪਤ ਕਰ ਸਕੇ ਅਤੇ ਡਰਾਇੰਗ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰ ਸਕੇ.

ਖਰਾਦ: ਇਹ ਇੱਕ ਮਸ਼ੀਨ ਟੂਲ ਹੈ ਜੋ ਵਰਕਪੀਸ ਨੂੰ ਘੁੰਮਾ ਕੇ ਅਤੇ ਫੀਡ ਟਰਨਿੰਗ ਟੂਲ ਨੂੰ ਮੂਵ ਕਰਕੇ ਮੋੜ ਵਾਲੀ ਸਤਹ ਨੂੰ ਮਸ਼ੀਨ ਕਰਨ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ. ਵਰਤੋਂ ਦੇ ਅਨੁਸਾਰ: ਯੰਤਰ ਖਰਾਦ, ਖਿਤਿਜੀ ਖਰਾਦ, CNC ਖਰਾਦ, ਆਦਿ
ਮਿਲਿੰਗ ਮਸ਼ੀਨ: ਇਹ ਇੱਕ ਮਸ਼ੀਨ ਹੈ ਜੋ ਮੁੱਖ ਤੌਰ 'ਤੇ ਵਰਕਪੀਸ 'ਤੇ ਵੱਖ-ਵੱਖ ਸਤਹਾਂ ਦੀ ਪ੍ਰਕਿਰਿਆ ਕਰਨ ਲਈ ਮਿਲਿੰਗ ਟੂਲ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ. ਆਮ ਤੌਰ 'ਤੇ, ਮਿਲਿੰਗ ਕਟਰ ਦੀ ਰੋਟਰੀ ਮੋਸ਼ਨ ਮੁੱਖ ਗਤੀ ਹੈ, ਵਰਕਪੀਸ ਦੀ ਗਤੀ, ਜਦਕਿ (ਅਤੇ ਮਿਲਿੰਗ ਕਟਰ) ਫੀਡ ਮੋਸ਼ਨ ਹੈ.

ਡਿਰਲ ਮਸ਼ੀਨ: ਇਹ ਇੱਕ ਮਸ਼ੀਨ ਹੈ ਜੋ ਮੁੱਖ ਤੌਰ 'ਤੇ ਵਰਕਪੀਸ 'ਤੇ ਛੇਕ ਦੀ ਪ੍ਰਕਿਰਿਆ ਕਰਨ ਲਈ ਇੱਕ ਮਸ਼ਕ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ. ਆਮ ਤੌਰ 'ਤੇ, ਬਿੱਟ ਮੁੱਖ ਮੋਸ਼ਨ ਨਾਲ ਘੁੰਮਦਾ ਹੈ, ਜਦੋਂ ਕਿ ਬਿੱਟ ਫੀਡ ਮੋਸ਼ਨ ਦੇ ਨਾਲ ਧੁਰੀ ਵੱਲ ਵਧਦਾ ਹੈ.

III: ਨੱਕ ਪਾਲਿਸ਼ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ
ਪਾਲਿਸ਼ਿੰਗ ਹਾਈ-ਸਪੀਡ ਰੋਟੇਸ਼ਨ ਸੀਸਲ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਟੂਟੀ ਦੀ ਸਤਹ ਨੂੰ ਪਾਲਿਸ਼ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਹੈ। (ਕੱਪੜਾ) ਪਹੀਏ ਮਸ਼ੀਨ.
1 ਬੈਲਟ ਪਾਲਿਸ਼ ਕਰਨ ਵਾਲੀ ਗਰਾਈਂਡਰ: ਇੱਕ ਗ੍ਰਾਈਂਡਰ ਜੋ ਸ਼ਕਲ ਨੂੰ ਵਧੀਆ ਬਣਾਉਣ ਲਈ ਇੱਕ ਤੇਜ਼ ਚਲਦੀ ਬੈਲਟ ਦੁਆਰਾ ਨੱਕ ਨੂੰ ਪਾਲਿਸ਼ ਕਰਦਾ ਹੈ.
2 ਸਤਹ grinder: ਇੱਕ ਗਰਾਈਂਡਰ ਜੋ ਨੱਕ ਦੀ ਸਤ੍ਹਾ ਨੂੰ ਬਣਾਉਣ ਲਈ ਨਿਰਵਿਘਨ ਤੇਜ਼ ਗਤੀਸ਼ੀਲ ਬੈਲਟ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ ਕੋਈ ਨੁਕਸ ਅਤੇ ਚਮਕਦਾਰ ਦਿਖਾਈ ਨਹੀਂ ਦਿੰਦਾ.
3 ਪਾਲਿਸ਼ ਮਸ਼ੀਨ: ਭੰਗ ਦੇ ਨਾਲ ਇੱਕ ਮਸ਼ੀਨ (ਕੱਪੜਾ) ਹਾਈ-ਸਪੀਡ ਰੋਟੇਸ਼ਨ ਦਾ ਪਹੀਆ, ਇਸ ਨੂੰ ਨਲ ਪਾਲਿਸ਼ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਇਸ ਨੂੰ ਨਿਰਵਿਘਨ ਅਤੇ ਚਮਕਦਾਰ ਬਣਾਓ, ਉਤਪਾਦ ਦੀ ਚਮਕ ਵਧਾਓ ਅਤੇ ਸਮਾਪਤ ਕਰੋ.

IV: ਪਲੇਟਿੰਗ
ਇਲੈਕਟਰੋਪਲੇਟਿੰਗ ਧਾਤ ਦੇ ਇਲੈਕਟ੍ਰੋਲਾਈਸਿਸ ਦੇ ਫਾਇਦੇ ਵਿੱਚ ਇੱਕ ਪ੍ਰਕਿਰਿਆ ਹੈ ਜੋ ਪਿੱਤਲ ਵਰਗੀ ਜੰਗਾਲ ਧਾਤ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਇੱਕ ਧਾਤ ਦੀ ਫਰਮ ਨੂੰ ਲਾਗੂ ਕਰਨ ਲਈ ਹੈ।, ਲੋਹਾ…
ਨੱਕ ਪਲੇਟਿੰਗ ਪ੍ਰਕਿਰਿਆ: ਪਹਿਲੀ ultrasonic ਵੈਕਸਿੰਗ, ਕੈਥੋਡਿਕ ਇਲੈਕਟ੍ਰੋਡਪੋਜ਼ੀਸ਼ਨ ਤੇਲ. ਇਲੈਕਟ੍ਰੋਡੀਗਰੇਡੇਬਲ ਤੇਲ, ਸਰਗਰਮੀ, ਰਫਿੰਗ, ਰਿਕਵਰੀ ਝਟਕਾ, ਨਿਰਪੱਖਕਰਨ, ਸਤਹ ਕੰਡੀਸ਼ਨਿੰਗ, prepreg, ਸੰਵੇਦਨਸ਼ੀਲਤਾ, ਪ੍ਰਵੇਗ, ਸਕਾਰਾਤਮਕ ਇਲੈਕਟ੍ਰੋਲਾਈਸਿਸ, ਨਕਾਰਾਤਮਕ ਇਲੈਕਟ੍ਰੋਲਾਈਸਿਸ, ਧੋਣਾ, ਨਿਰਪੱਖਕਰਨ, ਐਸਿਡ ਪਿੱਤਲ, ਸਰਗਰਮੀ, ਸਫਾਈ, ਨਿੱਕਲ ਪਲੇਟਿੰਗ, ਰਿਕਵਰੀ, ਸਫਾਈ, ਕਰੋਮ ਪਲੇਟਿੰਗ ਅਤੇ ਹੋਰ ਤਾਂਬੇ ਦੀ ਪਲੇਟਿੰਗ, ਕਾਪਰ ਪਲੇਟਿੰਗ ਵਧੀਆ ਸੰਗਠਨ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਪਲੇਟਿੰਗ ਪਰਤ ਬਣਾ ਸਕਦੀ ਹੈ, ਇਸ ਤਰੀਕੇ ਨਾਲ ਇਹ ਨੱਕ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਛੋਟੇ ਮੋਰੀਆਂ ਅਤੇ ਖਾਮੀਆਂ ਨੂੰ ਕਵਰ ਕਰ ਸਕਦਾ ਹੈ. ਨਿੱਕਲ ਪਲੇਟਿੰਗ ਨਲ ਦੀ ਸਤ੍ਹਾ ਦੇ ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਨੂੰ ਵਧਾਉਂਦੀ ਹੈ ਅਤੇ ਉੱਚ ਪੱਧਰੀ ਪਾਲਿਸ਼ਿੰਗ ਨੂੰ ਸਮਰੱਥ ਬਣਾਉਂਦੀ ਹੈ. ਕ੍ਰੋਮ ਪਲੇਟਿੰਗ ਇਸ ਨੂੰ ਚਮਕਦਾਰ ਰੱਖ ਕੇ ਖੋਰ ਨੂੰ ਰੋਕਦੀ ਹੈ ਅਤੇ ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ ਲਈ ਸਤਹ ਦੀ ਕਠੋਰਤਾ ਵਿੱਚ ਸੁਧਾਰ ਕਰਦੀ ਹੈ. ਪਲੇਟਿੰਗ ਸਤਹ ਦੇ ਇਲਾਜ ਦੀ ਗੁਣਵੱਤਾ ਦਾ ਨਿਰਣਾ 24-ਘੰਟੇ ਐਸੀਟਿਕ ਐਸਿਡ ਨਮਕ ਸਪਰੇਅ ਟੈਸਟ ਦੁਆਰਾ ਕੀਤਾ ਜਾਂਦਾ ਹੈ (ਟੈਸਟ ਉਪਕਰਣ ਨਮਕ ਸਪਰੇਅ ਟੈਸਟਰ ਹੈ) ਅਤੇ ਪਲੇਟਿੰਗ ਮੋਟਾਈ ਗੇਜ ਦੀ ਵਰਤੋਂ ਹਰੇਕ ਮੈਟਲ ਪਲੇਟਿੰਗ ਪਰਤ ਦੀ ਮੋਟਾਈ ਦੀ ਪਛਾਣ ਕਰਨ ਲਈ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ. ਆਮ ਤੌਰ ਤੇ, ਪਰਤ ਦੀ ਮੋਟਾਈ ਮਿਆਰੀ ਹੈ ਅਤੇ ਨਮਕ ਸਪਰੇਅ ਟੈਸਟ ਪਾਸ ਕੀਤਾ ਗਿਆ ਹੈ. ਬਾਹਰੀ ਪਲੇਟਿੰਗ ਦੀ ਗੁਣਵੱਤਾ ਪੂਰੀ ਤਰ੍ਹਾਂ ਜਾਂਚ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਅਤੇ ਗੁਣਵੱਤਾ ਨਿਰੀਖਣ ਦੁਆਰਾ ਰਿਕਾਰਡ ਕੀਤੀ ਜਾਂਦੀ ਹੈ.

ਵੀ: ਟੂਟੀ ਅਸੈਂਬਲਿੰਗ
ਅਸੈਂਬਲੀ ਇੱਕ ਖਾਸ ਕ੍ਰਮ ਅਤੇ ਤਕਨੀਕ ਵਿੱਚ ਨਲ ਦੇ ਹਿੱਸਿਆਂ ਨੂੰ ਜੋੜਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਹੈ, ਨਲ ਉਤਪਾਦਾਂ ਦਾ ਇੱਕ ਪੂਰਾ ਸਮੂਹ ਬਣਾਉਣ ਲਈ ਜੋ ਭਰੋਸੇਯੋਗਤਾ ਨਾਲ ਕਾਰਜ ਕਰਦੇ ਹਨ. ਇੱਕ ਨੱਕ ਵਿੱਚ ਅਕਸਰ ਕਈ ਹਿੱਸੇ ਹੁੰਦੇ ਹਨ, ਅਤੇ ਨਿਰਮਾਤਾ ਲਈ ਅਸੈਂਬਲੀ ਅੰਤਿਮ ਪੜਾਅ 'ਤੇ ਹੈ, ਜਿੱਥੇ ਉਤਪਾਦ ਦੀ ਗੁਣਵੱਤਾ (ਉਤਪਾਦ ਦੇ ਡਿਜ਼ਾਈਨ ਤੋਂ, ਉਤਪਾਦ ਦੀ ਅਸੈਂਬਲੀ ਲਈ ਹਿੱਸਿਆਂ ਦਾ ਨਿਰਮਾਣ) ਆਖਰਕਾਰ ਅਸੈਂਬਲੀ ਦੁਆਰਾ ਯਕੀਨੀ ਅਤੇ ਟੈਸਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ. ਅਸੈਂਬਲੀ ਇਸ ਲਈ ਉਤਪਾਦ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਨਿਰਧਾਰਤ ਕਰਨ ਲਈ ਇੱਕ ਮੁੱਖ ਪ੍ਰਕਿਰਿਆ ਹੈ. ਇੱਕ ਵਾਜਬ ਅਸੈਂਬਲੀ ਪ੍ਰਕਿਰਿਆ ਦਾ ਵਿਕਾਸ, ਅਸੈਂਬਲੀ ਦੀ ਸ਼ੁੱਧਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਅਸੈਂਬਲੀ ਤਰੀਕਿਆਂ ਦੀ ਵਰਤੋਂ, ਉਤਪਾਦ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਅਤੇ ਹੋਰ ਬਿਹਤਰ ਬਣਾਉਣ ਲਈ ਇੱਕ ਬਹੁਤ ਮਹੱਤਵਪੂਰਨ ਮਹੱਤਵ ਹੈ.
VI. ਟੂਟੀਆਂ ਦਾ ਫੈਕਟਰੀ ਨਿਰੀਖਣ (ਇੱਕ ਸਮਰਪਿਤ ਵਿਅਕਤੀ ਨਾਲ)
ਮੁਕੰਮਲ ਹੋਣ ਤੋਂ ਬਾਅਦ ਅਤੇ ਵੇਅਰਹਾਊਸ ਨੂੰ ਪਾਸ ਕਰੋ, QC ਨਮੂਨਾ ਨਿਰੀਖਣ ਕਰੇਗਾ, ਸਮੇਤ ਨਿਰੀਖਣ ਕਦਮ: ਕਾਸਟਿੰਗ ਸਤਹ, ਥਰਿੱਡਡ ਸਤਹ, ਗੁਣਵੱਤਾ ਦੀ ਦਿੱਖ, ਅਸੈਂਬਲੀ, ਨਿਸ਼ਾਨਦੇਹੀ, ਸਪੂਲ ਸੀਲਿੰਗ ਟੈਸਟ, faucet ਸੀਲਿੰਗ ਪ੍ਰਦਰਸ਼ਨ ਟੈਸਟ. ਨਮੂਨਾ ਪ੍ਰੋਗਰਾਮ ਨੂੰ ਸਖਤੀ ਨਾਲ ਲਾਗੂ ਕਰਨਾ ਅਤੇ ਸਿਧਾਂਤ ਨਿਰਧਾਰਤ ਕਰਨਾ.
ਅੰਤ ਵਿੱਚ, ਹੇਠ ਦਿੱਤੇ ਅਨੁਸਾਰ ਉਤਪਾਦਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਸੰਖੇਪ ਕਰਨ ਲਈ:
ਸੈਂਡ ਕੋਰ ਮੋਲਡਿੰਗ → ਰੇਤ ਕੋਰ ਟੈਸਟਿੰਗ → ਕਾਸਟਿੰਗ ਕਾਪਰ ਐਲੋਏ ਪਿਘਲਣ → ਰਸਾਇਣਕ ਰਚਨਾ ਵਿਸ਼ਲੇਸ਼ਣ ਟੈਸਟ → ਗਰੈਵਿਟੀ ਕਾਸਟਿੰਗ → ਸਿਰੇਮਿਕ ਰੇਤ ਸਵੈ-ਨਿਰੀਖਣ → ਸ਼ਾਟ ਬਲਾਸਟਿੰਗ → ਦਿੱਖ ਟੈਸਟ → ਪ੍ਰੈਸ਼ਰ ਟੈਸਟ → ਮਸ਼ੀਨਿੰਗ → ਦਿੱਖ ਟੈਸਟ → ਪ੍ਰੈਸ਼ਰ ਟੈਸਟ → ਮਸ਼ੀਨਿੰਗ → ਦਿੱਖ ਟੈਸਟ → ਪ੍ਰੈਸ਼ਰ ਟੈਸਟ → ਲੀਡ ਰੀਲੀਜ਼ ਟ੍ਰੀਟਮੈਂਟ → ਪਲੇਅ ਟਰਨ ਦਿਖਾਈ ਦੇਣ ਵਾਲਾ ਟੈਸਟ (ਲੂਣ ਸਪਰੇਅ ਟੈਸਟ) → ਅਸੈਂਬਲੀ → ਸਥਾਪਨਾ ਪ੍ਰਕਿਰਿਆ ਸਵੈ-ਨਿਰੀਖਣ → ਪ੍ਰਕਿਰਿਆ ਨਿਰੀਖਣ → ਪਾਣੀ ਦੀ ਜਾਂਚ, ਦਬਾਅ ਟੈਸਟ → ਪੈਕੇਜਿੰਗ → ਮੁਕੰਮਲ ਉਤਪਾਦ ਨਿਰੀਖਣ → ਸਟੋਰੇਜ → ਫੈਕਟਰੀ ਨਿਰੀਖਣ.